|



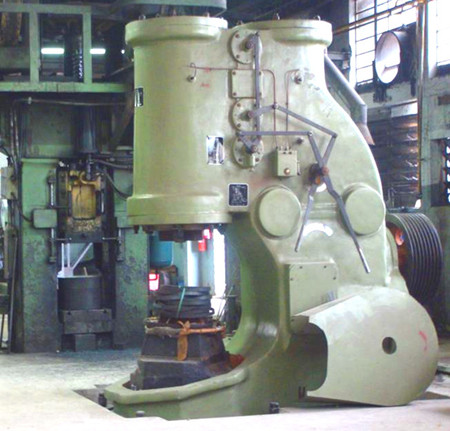
安陽鍛壓(集團)空氣錘分公司(原安陽鍛壓設備廠),是)根據公司集團化發展戰略需要,堅持遵循專業化的發展道路而成立的。是原機械工業部生産空氣錘的定點企業,空氣錘國家標准制定單位,至今已有六十余年空氣錘生産曆史,主要生産C41系列9kg—2000kg胡空氣錘,該産品獲“國優”和“省優”稱號並獲得機械行業國家最高質量獎“銀質獎”及國家旨在保護名優産品的原産地標記注冊認證。‘金砧’牌空氣錘被授予“河南省名牌産品”稱號,是國家二級計量單位,具有獨立的産品設計、生産制造、現場安裝調試和售後服務能力,公司設有國家空氣錘研究所、集團技術部空氣錘研發中心、大件車間、小件車間、鉚鍛車間、熱處理車間、裝配車間、售後服務處,産品銷售處、備件銷售處,能夠爲用戶提供從設計、制造、安裝、調試,技術培訓和售後服務等系統服務支持。
壹、設備制造、加工、檢驗標准
·制造標准
鑄件應符合JB/T5775標准要求,材料的主要機械性能指標,抗拉強度不低于20kgf /mm2,抗彎強度不低于40kgf/mm2.重要的零件表面如:缸體內孔不應有氣紮、砂眼、夾渣和偏析等現象.
另件的熱處理應達到JB/GQ1063-1068-85標准的規定.對于關鍵零件如:錘杆、傳動軸、錘頭 等,在熱處理前、後要經過嚴格的超聲波探
等,在熱處理前、後要經過嚴格的超聲波探
傷.嚴格的熱處理工藝保證鍛件內在質量和良好的機械性能,嚴格的探傷檢驗杜絕了不良品的下轉.
錘杆屈服點不低于36kgf/mm2,抗拉強度不低于61kgf/mm2,熱處理後,硬度不低于HB220.
對于機身氣缸要經過嚴格的行磨,使氣缸表面粗糙度達到0.8以上,減少了零件的磨損,延長了其壽命.
電力傳動和控制應符合GB5226-85《機床電器通用技術條件》
油漆應符合JB2855-80《機床塗漆技術條件》
·驗收標准
空氣錘零件加工完畢,在裝配和試車過程中嚴格按照由安陽鍛壓機械工業有限公司起草制定,而且現在還在執行的JB/GQ.F2009-86《空氣錘産品質量分等標准》驗收.
對于機身、活塞等鑄件,對其用柴油進行清洗,柴油每月壹換,保證了柴油的清潔度,更保證了鑄件內部的非加工面無砂粒,使相關零件的清潔度指標達到了JB/GQ200 2-83《鍛壓機械産品清潔度標准》的要求,杜絕了氣缸、錘杆、活塞的拉傷.
傳動齒輪齧合應均勻,接觸面積、齒高、齒寬方向不得低于40%、60%.
對于分體結構的錘身,經烘裝圈緊固後,其接觸面應緊密貼合,用0.05mm塞尺檢查,插入深度不得大于20mm,其累計長度不得超過接觸面周長的10%.
活塞環裝入氣缸後,應與缸壁均勻接觸,經運轉試驗後檢查,在高度方向不接觸處不得大于1/3,在園周方向局部不接觸長度不得大于周長的1/12,累計不得大于周長的1/4.
在提錘、壓錘工作規範時,噪音不得超過90dB(A).
上、下機身結合處不允許滲漏油.
潤滑系統的管道、接頭、油泵、缸蓋等處不允許滲漏 油.
錘杆導程處不允許有漏油、漏 氣現象.
在運轉試驗時對提錘、連續打擊、壓錘三種規範進行檢查,應靈活、輕便、准確;提錘次數在4-6次;輕重打分明,輕打時不能出現重打現象.
打擊能量的測試,可用镦鉛柱法測定,必須合格.
空氣錘運轉試驗不得少于4小時,試驗後按《空氣錘技術條件》測試各種數據100 %合格;主要運動副之間,不允許有拉傷、燒傷、不正常的磨損、永久變形.
二、關鍵件的工藝保證及質量
機身、活塞、導程、齒輪等鑄件應符合JB/T5775標准要求,材料的主要機械性能指標,抗拉強度不低于20kgf /mm2,抗彎強度不低于40kgf/mm2。重要的零件表面如:缸體內孔不應有氣紮、砂眼、夾渣和偏析等現象。
零件的熱處理應達到JB/GQ1063-1068-85標准的規定。對于關鍵零件如:錘杆、傳動軸、錘頭等,在熱處理前、後要經過嚴格的超聲波探傷.嚴格的熱處理工藝保證鍛件內在質量和良好的機械性能,嚴格的探傷檢驗杜絕了不良品的下轉。
錘杆屈服點不低于36kgf/mm2,抗拉強度不低于61kgf/mm2,熱處理後,硬度不低于HB220。
上、下砧塊硬度在HRC40-45。
對于機身氣缸要經過嚴格的行磨,使氣缸表面粗糙度達到0.8以上,減少了零件的磨損,延長了其壽命。
油漆應符合JB2855-80《機床塗漆技術條件》
三、設備的結構、設計特點
·能量大、動作快、經濟性好、結構簡單、維修方便。
·錘杆導程處設有抖板安全裝置,在更換下砧塊或下模時此裝置抖住錘杆,防止錘杆下落的傷人事件。
·電氣部分設有缺相保護、短路保護、超電壓保護,保證了設備的正常工作。
五、設備性能的描述
·生産能力、工藝性能
C41系列空氣錘可用平面或成形的砧塊,以自由鍛造的方法,進行各種鍛造工作。比如镦粗、延伸、沖孔、剪切、鍛接、彎曲及扭轉等工序,也可進行簡單的胎模鍛造。
工作效率可達90%,能滿足3班生産。
·使用性能
C41系列空氣錘結構簡單,操縱方便,它自身有空氣壓縮機構,在工作過程中,操縱操作手柄便可得到各種作業動作。如:空轉、提錘、連續自動打擊、單次打擊及壓錘。打擊能量大小,可由操縱手柄控制。
C41系列空氣錘輕打、重打分明,而且互不幹擾,能滿足各種鍛造工藝要求。
六、設備加工過程中的質量控制
1、質量保證體系
2001年12月31日我公司獲得中國進出口質量認證中心(簡稱CQC)頒發的ISO9001:2000質量體系認證證書。證書書號爲4100/200110088.
質量管理體系文件主要有《質量手冊》和《程序文件》。《程序文件》共有文件控制程序;質量記錄控制程序;管理評審控制程序;人員培訓、評定和聘用的控制程序等19個。
2、質量方針、質量目標
質量方針:
質量第壹,顧客至上
優質服務,科技創新
預防爲主,持續改進。
質量目標:
産品(整機)壹次交檢合格率:95%
産品(整機)出廠交檢合格率:100%
顧客信息反饋處理率:100%
3、建立關鍵件和裝配工序質量管理點及作業指導書
空氣錘所有關鍵件的加工和裝配分布在四個分廠,爲保證其産品質量,我們在四個分廠建立了35個質量管理點,同時每個關鍵件編寫作業指導書,每個工序的公差要求比圖紙提高了1/3,零件的加工、裝配嚴格按指導書要求加工,關鍵件各項要求100%合格。
4、建立關鍵件質量記錄檔案
對于關鍵件我們按照AD/AGC-4.0-02-2001.8都分別建立了質量記錄卡片,最後彙總到整機檔案,方便了查詢和追溯。
5、建立主要件質量記錄檔案
空氣錘的主要件都有質量記錄卡片,每個零件各項要求必須符合圖紙要求。
正因爲我們采取了上述措施,才保證了我們的空氣錘部裝、總裝、試車壹次交檢合格率達到了98%,整機出廠或現場安裝、試車合格率達到了100%。
6、關鍵件的檢測和實驗
· 我公司質量檢測體系如下:
原材料進廠檢驗→工序加工檢驗→半成品庫檢驗→裝配檢驗→出廠檢驗。
· 關鍵件的關鍵尺寸(要求)在工序中均有檢測手段,能保證100%檢測。如連缸梁同軸度檢測、調質淬火硬度檢測、表面粗糙度檢測、無損探傷檢測等等。
· 主要檢測、實驗儀器有:理化實驗,金相分析、二級計量等級布氏、洛氏硬度計、表面粗糙度儀、超聲波探傷儀、磁粉探傷儀等等.